Traitement de surface par immersion ou bain mort.
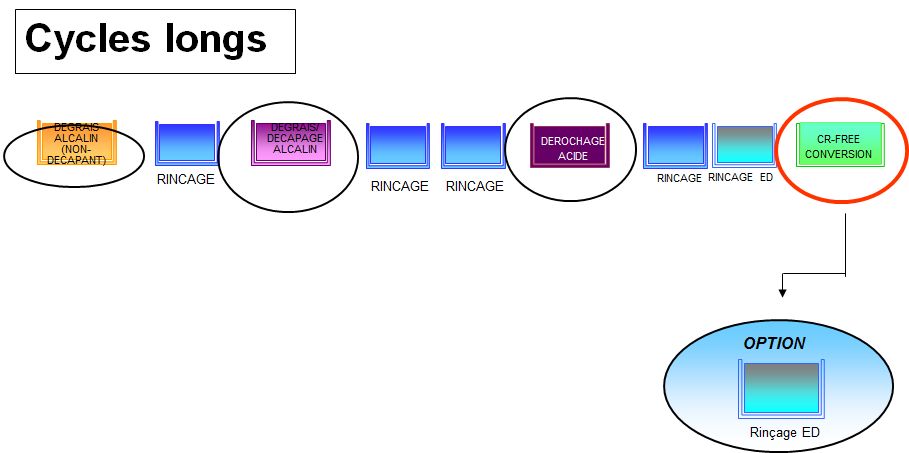
Le traitement par bain mort se fait par des immersions successives dans différents bains. Habituellement, les bains suivants sont utilisés :
- Dégraissage
- Rinçage
- Décapage
- Rinçage
- Traitement de passivation ou de conversion
- Rinçage (pas toujours)
Choix de la plante :
C'est vraiment le point clé. Ce choix peut être fait sur la base des coûts d'investissement ou pour des raisons techniques.
Les principaux paramètres en faveur du procédé d'immersion sont les suivants :
. Faible - production
Petites pièces ou production intermittente : correspondant généralement à une surface < 200-300 m2.
. Grandes pièces
- conduisant à un investissement trop lourd pour une installation d'immersion.
- entraînant des impossibilités techniques dues à la propagation des
. Pièces aux formes complexes ou corps creux
avec des zones difficiles à atteindre pour les jets.
. Série de traitements avec coloration acide
Cela implique des modifications coûteuses (nature des matériaux résistant aux acides) qui sont minimisées en cas d'immersion.
. Les cuisinières qui fonctionnent uniquement par immersion
Par exemple, la phosphatation au manganèse.
Définition de gammes :
Ceci devrait normalement être la première étape de tout projet d'installation et conduit à l'élaboration d'une gamme type en fonction du matériau de base à traiter et du résultat souhaité (spécifications). Les caractéristiques suivantes sont prises en compte pour chaque étape ou fonction d'un traitement de surface :
. Nature, forme et volume des réservoirs
Le volume des réservoirs dépend naturellement de :
- la taille des pièces, coquilles ou vaisseaux
- l'espace occupé par l'élément chauffant
- la fréquence de vidange souhaitée
. Action mécanique
Ceci est fortement recommandé pour améliorer la force du détergent et peut être réalisé de plusieurs façons :
- Chauffage ou refroidissement
- Puissance d'aspiration
- Maintenance
. Maitenance (mécanique - chimique)
. Renouvellement
Réduction de la consommation d'eau de rinçages :
Le choix des procédés à appliquer est lié à la nature et à l'échelle de la production, aux restrictions de rejet et aux coûts de l'eau. L'étude doit être individualisée et adaptée à chaque entreprise pour déterminer le délai de récupération de l'investissement (économies d'eau et de produits).
Lorsqu'un composant et son support sortent d'une solution aqueuse (bain), ils sont humides, c'est-à-dire recouverts d'un film liquide. Même après la vidange, une certaine quantité de liquide reste sur la pièce et dans les rétentions. Ce volume est appelé report.
Chasse d'eau statique ou morte :
Le rinçage statique est un pré-rinçage qui sert à retenir une partie de la contamination du bain de traitement. Il n'est pas alimenté en permanence en eau douce, mais est changé périodiquement. Le rinçage statique réduit la quantité d'eau de rinçage. Par exemple, avec une chasse statique qui se vide lorsqu'elle atteint 20% de la concentration du bain de travail, la quantité d'eau de rinçage peut être divisée par 5, soit 80% d'économie d'eau.
Rinçage en cascade :
Le simple fait de passer à deux réservoirs en cascade au lieu d'un seul permet de réduire la quantité d'eau utilisée de 90 à 99 % pour des taux de dilution de 100 à 25 000. La commande en cascade permet également de respecter les normes de débit de la chasse d'eau (8 l/m2). Le nombre de bains dépend de l'entraînement et du taux de dilution souhaité (qualité du rinçage). Il a été souligné que pour une même qualité de chasse, l'augmentation du nombre de bains en cascade réduit la quantité d'eau, mais pas les polluants émis.