Principe du roll-coat
Le substrat en métal est livré sous forme enroulée (coil) à la sortie des
laminoirs. La feuille de métal enroulée est placée au début de la ligne
puis est enroulée à une vitesse constante, en passant par des zones de
prétraitement, puis par la zone de revêtement proprement dire et
éventuellement par un processus de post-traitement avant d'être à nouveau
enroulée. La gamme de vitesse de déroulement est de 20 à 200 m/min.
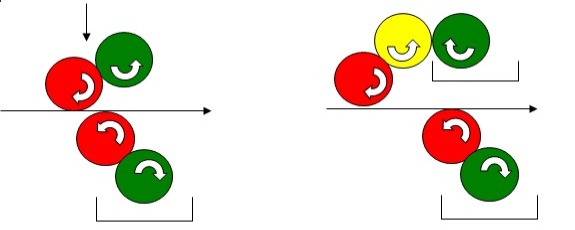
Techniquement on parle de « roll-coating » lorsque le rouleau applicateur
(motorisé) tourne dans le sens de défilement de la bande et de « reverse
roll-coating » lorsque le rouleau applicateur tourne dans le sens opposé à
celui que lui imposerait le film.
Configuration horizontale (Application simultanée sur les 2 faces)
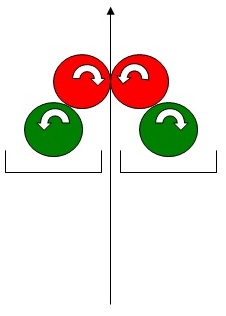
Configuration verticale (Application simultanée sur les 2 faces)
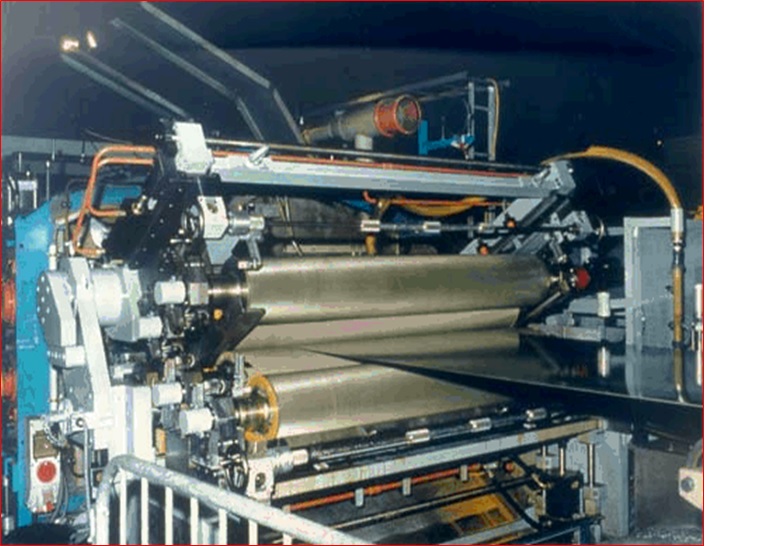
Exemple d'un roll-coater à l'échelle pilote en mode horizontal (CRM-GRoup)


Roll-coater type industriel en mode horizontal